Похоже, здесь ничего не найдено.
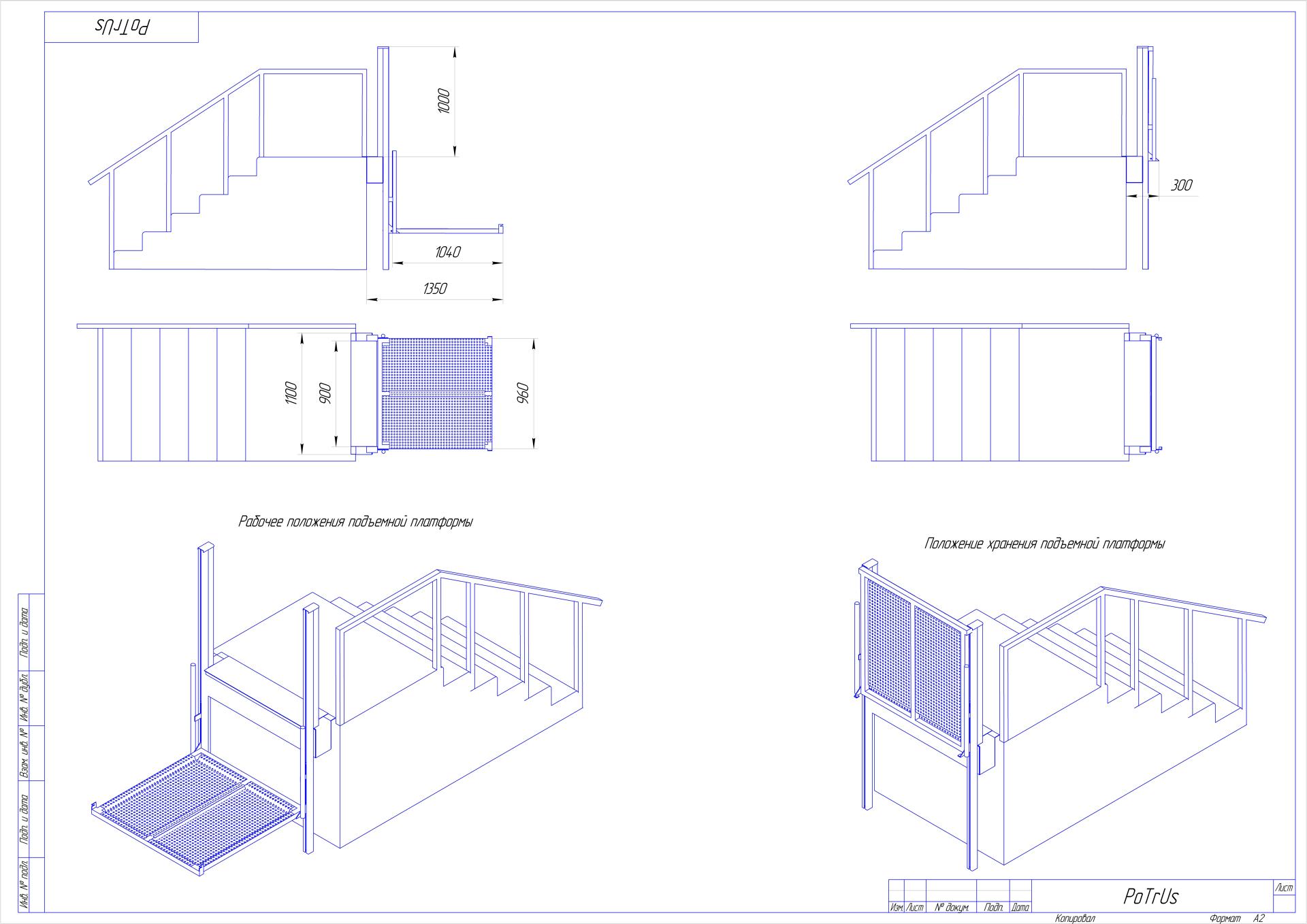
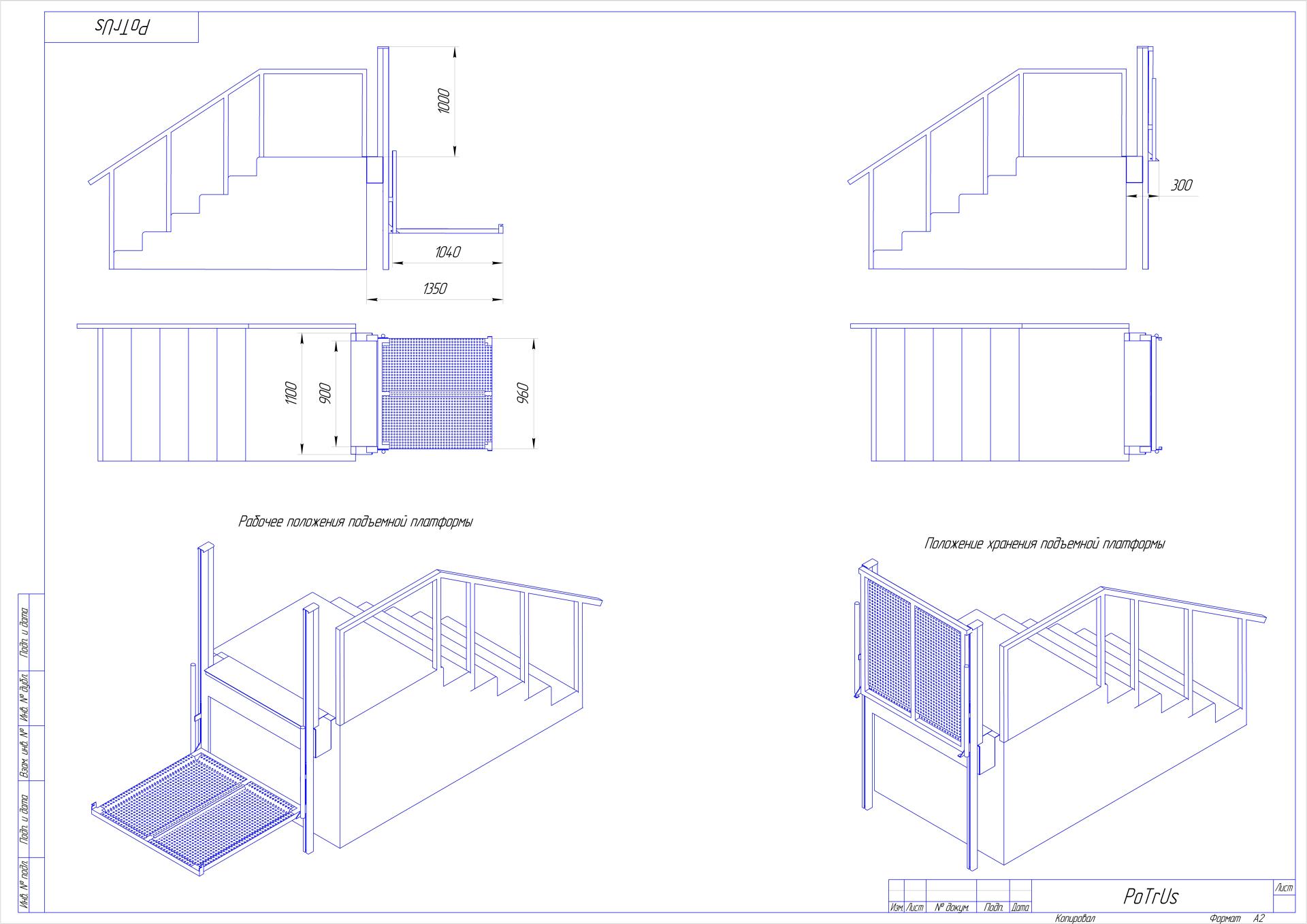
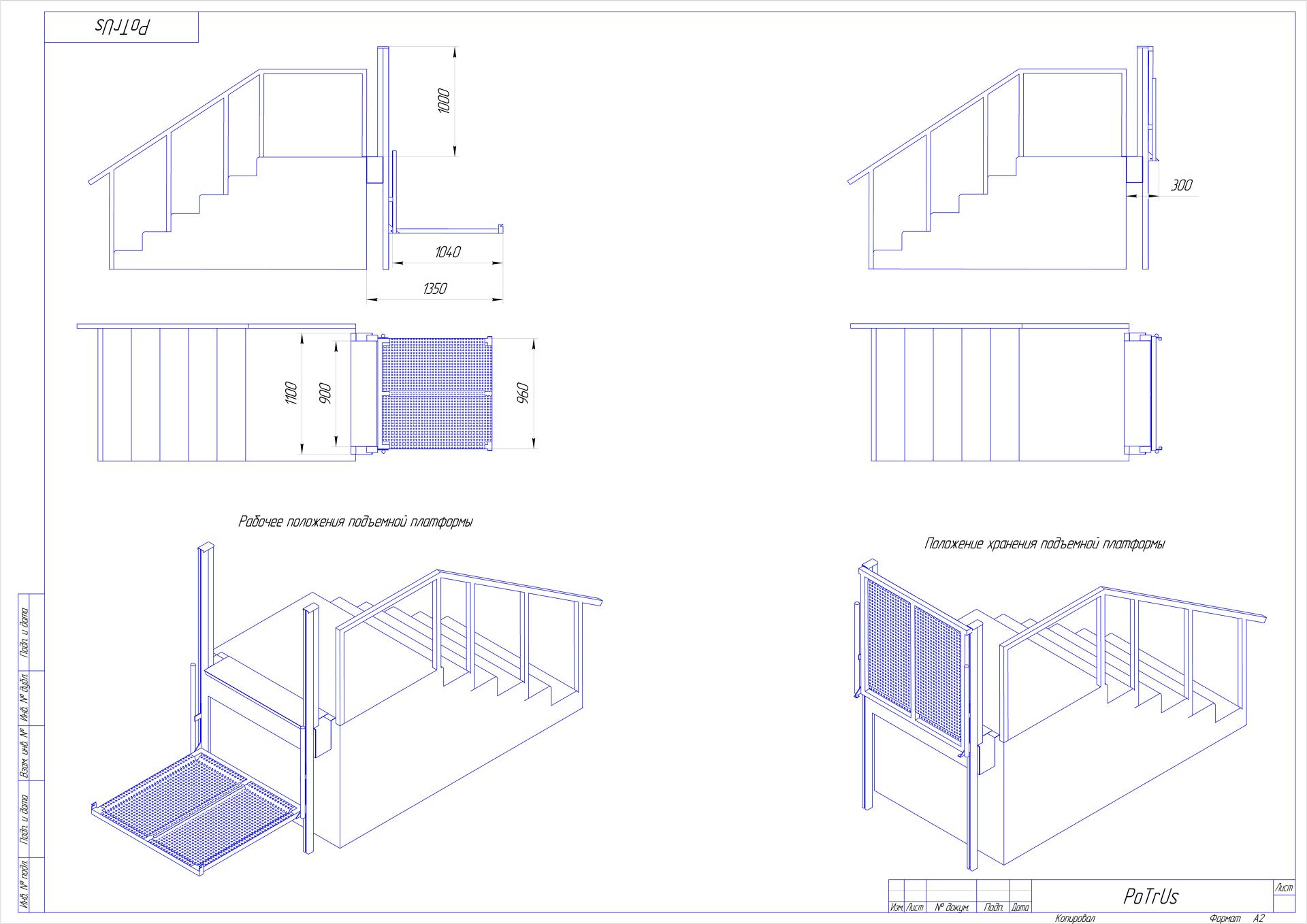
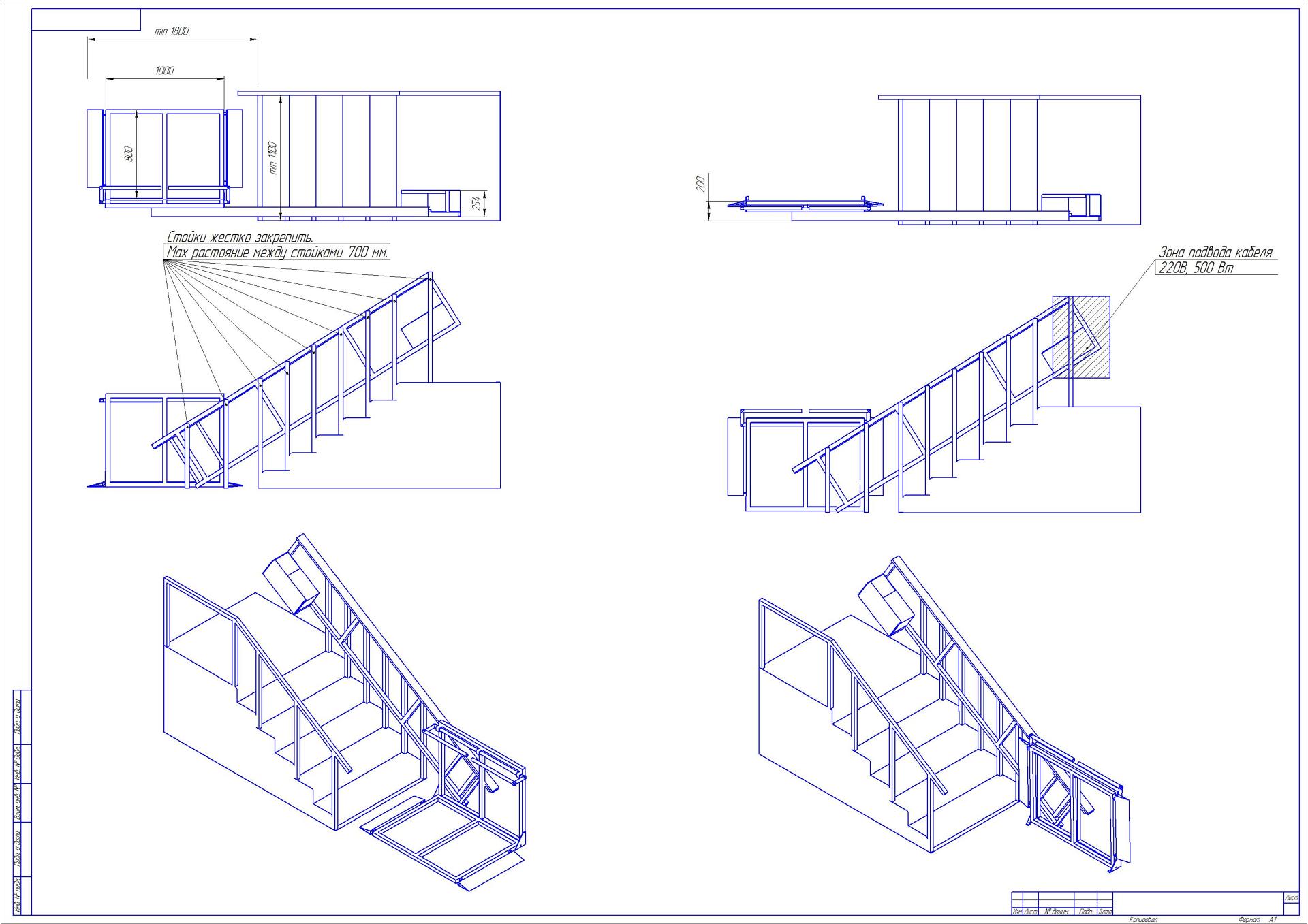
Вертикальный подъемник ПТУ 002
Назначение
Подъемно трансформируемое устройство (ПТУ) предназначено для обеспечения беспрепятственного доступа всех категорий граждан в места общественного пользования, либо мало мобильных граждан. Позволяет перемещать по вертикали грузы до 250 (500) кг. при соблюдении правил безопасности и данного руководства.
Устройство данного ПТУ не допускает возможность не санкционированного его использования. Все операции по перемещению грузов проводятся лицом прошедшим инструктаж по мерам безопасности эксплуатации и назначенных приказом.
Состав изделия
1. Подъемно трансформируемое устройство
2. Пульт управления
3. Паспорт подъемника ПТУ
Технические характеристики
Грузоподъемность | 250 кг |
Минимальная высота подъема | 0,5 м |
Максимальная высота подъема | 11 м |
Скорость подъема | 5 м/мин |
Диаметр тросса | 3,05 |
Максимальная нагрузка | 750 кг |
Режим работы | S3 20% -10 мин |
Напряжение электросети | 230/50 В/Гц |
Мощность электродвигателя | 500 Вт |
Атмосферостойкое изготовление | По IP 54 |
Уровень акустического давления | 58 дБ (А) |
Габариты платформы | 0,9 х 1 м |
Срок службы | 10 лет |
Пример установки
[contact-form-7 id="5491" title="Форма 13 (ПТУ 002)"]